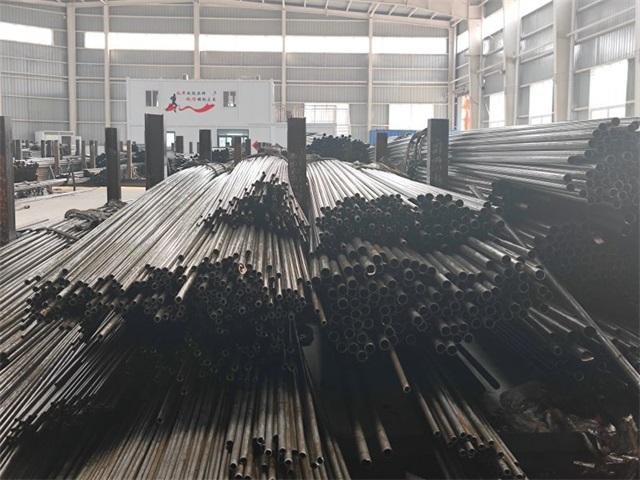
雞西厚壁無縫鋼管的規(guī)格用直徑*厚度毫米數(shù)表明。雞西厚壁無縫鋼管國內(nèi)制造廠家:成都無縫鋼管廠、鞍鋼、本鋼、衡陽鋼管廠、上海鋼管廠、天津市無縫鋼管廠、包鋼 大冶鋼廠等。

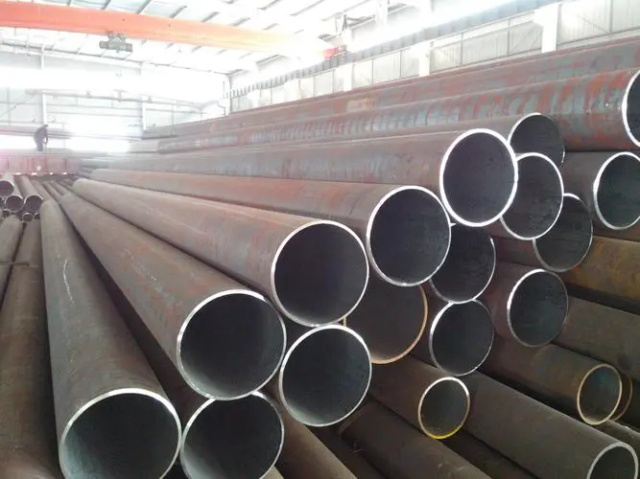
雞西厚壁無縫鋼管要用鋼錠或?qū)嵭竟芰辖?jīng)破孔制成毛管,隨后經(jīng)熱扎制成。雞西厚壁無縫鋼管在中國鋼管業(yè)中具備重要的位置。據(jù)不完全統(tǒng)計,我國目前無縫管生產(chǎn)公司約240多家,雞西厚壁無縫鋼管機組約250多套,大口徑的厚壁無縫鋼管主要以它鋼管的外界規(guī)格來說的,一般直徑在325mm以上大家都稱為大口徑鋼管,厚壁呢,一般厚度在20mm以上就就行了,以下是鋼管的生產(chǎn)流程:鋼管的原料是鋼管胚料,管料要經(jīng)過切割機的切割制作成長短約為1米胚料,并經(jīng)輸送帶送至溶爐內(nèi)加溫。鋼坯被送進溶爐內(nèi)加溫,溫度約為1200℃。燃料為氫氣或乙炔。爐內(nèi)溫控是關(guān)鍵性的難題·圓管料出爐后要經(jīng)過壓力穿孔機開展穿空。一般較常見的穿孔機是錐形輥穿孔機,這類穿孔機生產(chǎn)效率高,產(chǎn)品品質(zhì)好,破孔擴徑量多,可穿多種鋼種。破孔后,圓管料就先后被三輥斜軋、連軋或擠壓。擠壓后應(yīng)脫管定徑。定徑機根據(jù)錐形鉆頭高速運轉(zhuǎn)入鋼胚打孔,產(chǎn)生鋼管。鋼管內(nèi)徑由定徑機鉆頭的直徑長短來決定。鋼管經(jīng)定徑后,進入冷卻塔中,根據(jù)噴水冷卻,鋼管經(jīng)冷后,就要被校直(其實現(xiàn)在很多的廠家早已不用再矯直機校直了,而是鋼管根據(jù)軋機就馬上達到它鋼管自身的直度了)。鋼管經(jīng)校直后由輸送帶送往金屬探傷機(或壓力試驗)進行內(nèi)部探傷。若鋼管內(nèi)部有裂痕,氣泡等問題,將被檢測出。鋼管質(zhì)檢后還要通過嚴格手工選擇(如今都有激光探測檢測)。
生產(chǎn)工藝:雞西厚壁無縫鋼管的加工工藝,屬于雞西厚壁無縫鋼管生產(chǎn)方法類。其生產(chǎn)方法是會由電爐煉出的鋼經(jīng)鋼包精練、在氬氣保護下下注,下注后的鋼錠經(jīng)退火、殷切冒口底端,加熱后用立式水壓機沖孔,再用立式水壓機拔伸、再加溫、拔伸后加熱至900℃上下灑水霧、淬火后淬火,經(jīng)內(nèi)鏜外扒、里外圓切削工藝的機加工,無損、外形檢驗得商品。用本產(chǎn)品方式可制造出直徑為325-1066.8mm、厚度25-162mm、長≤8500mm的雞西厚壁無縫鋼管,本無縫管符合國家標準,可用作電站用、高壓鍋爐用雞西厚壁無縫鋼管,及壓力容器筒體、油缸、化工用鋼管,離心鑄造管模等。